Need an Inspection at your Location? We will assist you, at a very nominal cost, to identify critical zones that require minor or major installations based on our 30+ years of valuable experience. Please contact us to depute our personnel to your plant site for doing the needful.

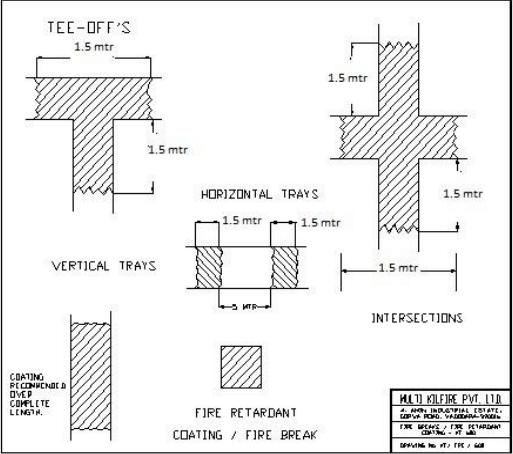
- In vertical and horizontal cable runs, tee-offs, intersections, cable crossings, cable joints etc.
- Where vertical trays pass through grated floors or
other floor penetrations where penetration fire seals are not practical. - Cables in boiler / oil lubricant storage areas, battery rooms and oxygen plants to name a few.
- Cable under false flooring where fixing of penetration seal is not practical.
- Cables affected by coal / lignite dust deposits.
- Cables affected by chemical fumes, acid and hydrocarbons.
- Functions by limiting the oxygen drawn from the atmosphere, thereby inhibiting the combustion and heat build-up process in the immediate vicinity of the cable insulation.
- The coating converts the bunch of cables into one coated cable and compartmentalizes an uncoated fire zone from the coated non – fire zone.
- Dissipates the heat generated by the fire and thereby prevents heat conduction.
- Keep 5 to 10 mtrs interval between coats in Open locations.
- Although 100% coating is recommended to enable Fire Fighting personnel to speedily approach the seat of fire, due to economic considerations it is advisable to maintain atleast an interval of 2 to 5 m in cable galleries, underground locations and cable tunnels where cable runs are congested and visit of company personnel to site is inconvenient.
- 100% coating in critical areas like coal mills etc.
- Vertical cable runs should be protected by coating the entire length.
- Open the Packet/Drum containing the coating and thoroughly stir the contents to achieve a uniform and homogeneous mix. If material is not stored properly and packaging is exposed to heat, you may find a rough paste kind of consistency. Thoroughly mix, and if required add some clean water to achieve desired density/viscosity
- Dip a standard brush (2”) lightly and apply a thin stretched coat called as the misting coat. This is the most important coat as this will create adhesion for the subsequent coats, and help you achieve maximum qualities and properties of the product.
- Allow the coat to dry for about 15 minutes or till you achieve touch dry effect
- Now take a heavy dip and apply the 2nd coat. For this coat the brush must not be stretched too much. The brushed must be dabbed on the surface in-order to achieve thickness in the coating.
- Repeat above process for the 3rd and 4th coat maintaining a drying time interval of 30 to 60 mins between coats depending on the ambient conditions. After each coat the material should have the touch dry effect (where-in material should not stick on hand while touching it)
- Normally Misting Coat plus 2-3 coats are substantial, but due to variations in viscosity depending on the ambient conditions and application methods to achieve a DFT of 1.8mm to 2mm thickness it may be required to apply (with brush) at least 3-4 coats after misting coat.
- To achieve a hard dry status, we recommend a drying period of 72 hours in ambient conditions. (Minimum 168 Hours required for Complete curing of Coating)
- Please note: once a packet/drum has been opened, consume at once, do not store for later application as the material will dry and lose its properties. It is recommended to open 1 packet at a time during application
NOTE: PLEASE DO NOT STORE MATERIAL IN THE OPEN
It must be placed in a covered shed to avoid drying up and damaging of material inside
20 Kg HDPE Drums
STORAGE:
Please store the product in covered area and not exposed to direct sunlight or heat as the product is water based and may dry up, losing its adherent properties.
Click here to download the MSDS.

